豆丁网
拖拽LOGO到书签栏收藏网站
小学数学知识点精讲汇总
权威考研资料库,备考必看
加入大会员,文档免费下
登录
注册
文档
专辑
用户
建筑
合同
报告
医疗
企业工具
按相关排序
按相关
最多阅读
最新上传
全部格式
全部格式
DOC
PDF
PPT
XLS
TXT
豆单
全部页数
全部页数
1-8页
9-100页
100页以上
时间不限
全部
2024年
2023年
2022年及以前
只看优质
只看可投资
展开
排序:
相关
最多阅读
最新上传
格式:
全部
doc
pdf
ppt
xls
txt
豆单
页数:
全部
1-8页
9-100页
100页以上
时间:
全部
2024年
2023年
2022年及以前
62
孔群数控
加工切削
参数及工艺路径优化的研究
.pdf
副教授摘要孔群零件在机械零件中占有很大的比例,例如箱体零件和底板零件都包含各种类型的孔(螺纹孔、沉头孔、通孔等)。合适的切削参数和加工序列是提高孔群加工效率的一个重要因素,特别当孔的数量巨大时,优化孔
xuan_lin1987
热度:
收藏到书房
60
蠕墨铸铁
加工切削
用量对刀具耐用度影响的研究
.pdf
上海交通大学硕士学位论文蠕墨铸铁加工切削用量对刀具耐用度影响的研究姓名:卢健林申请学位级别:硕士专业:机械工程指导教师:王海丽;黄德锐20090401上海交通大学工程硕士学位论文摘要 为满足日益严格的
DodoDown
热度:
收藏到书房
87
超高强度钢30CrMnSiNi2A插铣
加工切削
机理与试验研究
.pdf
超高强度钢30CrMnSiNi2A插铣加工切削机理与试验研究超高强度钢30CrMnSiNi2A插铣加工切削机理与试验研究超高强度钢30CrMnSiNi2A插铣加工切削机理与试验研究
L伟骏_1218
热度:
收藏到书房
125
金属
切削加工
100个问与答a
.doc
如何高速高精度孔加工?答:除采用CNC切削方式对孔进行精密加工外,还可采用镗削和铰削等方式对孔进行高精度加工。随着加工中心主轴的高速化,已可采用镗削工具对孔进行高速精密加工。据报道,目前在铝合金材料上进行φ40mm左右的镗削加工时,切削速度已可提高到1500m/min以上。在用CBN烧结体作切削刃加工钢材、铸铁及高硬度钢时,也可采用这样的切削速度。预计,今后镗削加工的高速化将会迅速普及推广。 为了实现镗削加工的高速化和高精度化,必须注意刀齿振动对加工表面粗糙度和工具寿命的影响。为了防止加工精度和工具寿命下降,所选用的加工中心必须配备动平衡性能优异的主轴,所选镗削刀具也必须具有很高的动平衡特性。尤其是镗削工具的刀齿部分,应选择适用于高速切削的几何形状、刀具材料及装卡方式。切削刃端部的R应较大,以利于提高加工效率;在保证获得同等加工表面粗糙度的前提下,应加大进给量。但加大进给量应适可而止,否则将增大切削阻力,不利于提高加工效率。切削刃带应设置0.1mm以下的负倒棱,这样可有效保持刀具寿命的稳定。 至于刀具材料,则视被加工材料性质而有所不同。如加工40HRC以下的钢等材料时,可选用金属陶瓷刀具,这种刀具在v=300m/min以上的高速切削条件下,可获得良好的加工表面粗糙度与较长的刀具寿命。涂层硬质合金刀具则适用于对60HRC以下的钢材等进行高速切削,刀具寿命非常稳定,但切削速度稍低于金属陶瓷刀具。 CBN烧结体刀具适用于加工高硬度钢、铸铁等材料,切削速度可达1000m/min以上,而且刀具寿命非常稳定。CBN刀齿的刃带部分应进行适当的倒棱处理,这种处理对进行稳定的高速切削和延长刀具寿命极为有利。在对铝合金等有色金属及非金属材料进行超高速切削时,可选用金刚石烧结体刀具,这种刀具切削稳定,刀具寿命也很长。应注意的是,使用金刚石刀具时,刀齿刃带必须进行倒棱处理,这是保证切削稳定的重要条件。在铰削加工方面,目前尚未见到高速、高精度的新型刀具问世,该领域的研究开发工作似乎处于停滞不前的状态。高速铰刀迄今仍被某些特定的用户用来进行高速高精度孔加工。这种铰刀带有负前角,刚性高,断屑效果好,在高速切削条件下,可进行稳定的精密孔加工。该铰刀的特点是,采用较大的负前角和奇数刀齿,其高速切削的速度是过去的铰刀无法达到的,因此,可以说此种设计对铰刀的传统概念进行了大胆的突破,是一种高效率的铰削刀具。
cdkey111111
热度:
顶
3
收藏到书房
121
机械制造基础课件-金属
切削加工
.ppt
Laptops2013年5月8日星期三8时7分39秒洛阳师范学院物电系 中国 洛阳 机械制造基础洛阳师范学院物电系 公共邮箱:jxzzjc2010gf@163.com 密码jxzzjc 个人邮箱: 1
李小冉
热度:
收藏到书房
41
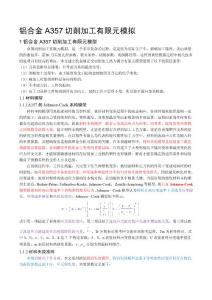
ABAQUS中铝合金A357
切削加工
有限元模拟步骤
.doc
铝合金A357切削加工有限元模拟 铝合金A357切削加工有限元模型 金属切削加工有限元模拟,是一个非常复杂的过程。这是因为实际生产中,影响加工精度、表面质量的因素很多,诸如:刀具的儿何参数、装夹条件、
wangzx17
热度:
收藏到书房
66
切削加工
ppt课件
.ppt
切削加工ppt课件
胜利图文
热度:
收藏到书房
18
一种金属
加工切削
机床
.pdf
一种金属加工切削机床一种金属加工切削机床一种金属加工切削机床
专利文献库
热度:
收藏到书房
12
一种精密螺钉
加工切削
装置
.pdf
一种精密螺钉加工切削装置一种精密螺钉加工切削装置一种精密螺钉加工切削装置
专利文献库
热度:
收藏到书房
12
一种主动齿轮
加工切削
设备
.pdf
一种主动齿轮加工切削设备一种主动齿轮加工切削设备一种主动齿轮加工切削设备
专利文献库
热度:
收藏到书房
3
4
5
6
7
8
9
10
11
12
13
向豆丁求助:有没有
加工切削
?
95%
的用户最终下载了:
doc
陈超-初稿-
切削加工
技术综述
doc
初稿-57于宏-
切削加工
技术综述(模板)(答辩类论题)
doc
《金属
切削
原理与刀具》经典试题及答案题库
doc
无解《金属
切削
原理与机床》试题总库精选
doc
金属
切削加工
与刀具(64学时)习题集
doc
金属
切削
原理与刀具考试题库
doc
金属
切削
原理考试题库
pdf
铝合金高速铣削
加工切削
温度的实验研究
相关搜索
切削加工
切削加工对
切削加工基
切削加工特点
charter6切削加工
切削加工振动
切削加工和
切削加工的
如要投诉违规内容,请
联系我们
按需举报;如要提出意见建议,请到
社区论坛
发帖反馈。